



三合一送料機整平滾輪的調整
時間:2012-06-18 09:40 來源:http://www.byriyu.cn 作者: 晉志德機械
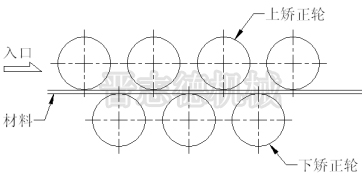
在實際沖壓自動化生產過程中,由于使用材料的厚度、寬度、材質的關系其硬度彎曲程度及其它種種條件,都不一樣,故有必要每次使用時調整整平量。在三合一送料機整平輪上放有兩個手輪,可調整整平輪上下。
三合一送料機整平的調整方法:
1、將整平手輪慢慢轉,使工作輪之間隙合材料厚度。
2、用寸動按鈕使材料送出一次,然后確認是否整平好。
3、尚未整平好時,將整平手輪,每次增加旋轉半圈,增加整平量。
4、入口側的整平輪壓下量調多,出口側之整平輪的壓下量調小,做調整工作。壓下量的標準,入口側以材料厚度的20-40%,出口側以材料厚度的0-10%作為標準。
5、特別對于一定程度的彎曲的材料(如圖1-1)要使它成為反彎曲時,需將出口側的整平量調多,即會有效果。(如圖1-2)
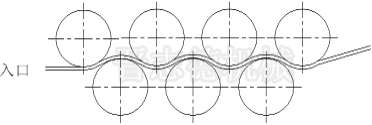
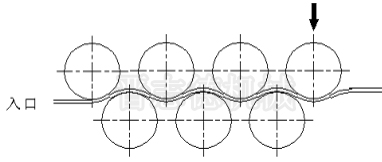
圖1-1 整平彎曲的材料 圖1-2 出口側整平量調多
整平調整特別注意:
三合一送料機整平厚度均有自己的使用范圍,標準型為0.3-2.2mm,中板型為0.5-4.5mm,厚板型為0.6-6.0mm。整平量過大時會留輪的痕跡在材料上,或會使雙方邊緣成波浪狀態。又在異常壓下會使整平輪承軸破壞,或會增加驅動部的負擔,故請注意。
例:板厚T=2.0時
入口側+1.0mm 出口側+2.0mm
板厚T=0.8時
入口側+1.0mm 出口側+0.8mm
(會因寬度和材質有所差異)
文章發表:http://www.byriyu.cn/news_3he1zptz.html
上一篇:三合一送料機機臺維護表
下一篇:三合一送料機上下料方式