



NC送料機試機方式
1、啟動沖壓生產線上的整平機或材料架,讓其緩慢給NC送料機送料。
2、依照卷材的寬度調整NC送料機上2個擋料輪的位置,使擋料輪寬度與卷料寬度配合,注意不要阻礙到卷材的運行。
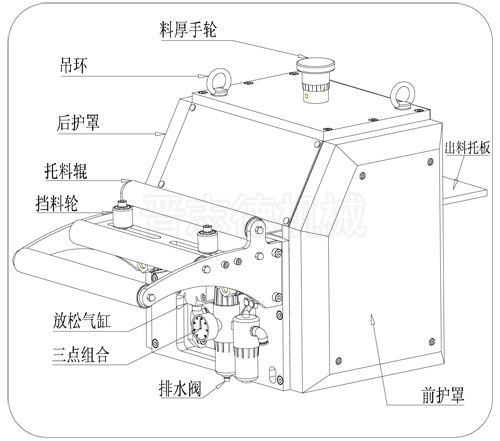
3、抬起NC送料機的放松手柄,將卷料放入上下滾輪之間,壓下放松手柄,松開料厚調整手柄的緊固螺絲,上下調整手柄,確保放松支架有大約5mm的擺動間隙,再將手柄的緊固螺絲鎖緊。(注:放松支架必須確保其有一定的擺動間隙,若無間隙時,卷料經過NC時會因壓不緊而打滑,造成送料不準,且卷料厚度發生變化時,務必重新調整放松支架)
4、按下寸進按鈕, 材料引入模具。
5、調整壓料彈簧(壓料彈簧的作用原理是施加壓力給上滾輪,使上滾輪能夠壓住材料,并將卷料送出)壓力,使卷料經過NC時不會打滑,若卷料料厚變大時,應增加壓力。
6、在NC送料機操作面板上輸入送料長度,然后根據沖壓實際生產需求,設定相應的送料速度,確保其跟沖床同步。
注意:NC送料機操作面板上設定的送料參數,由于約數的原因,和實際送料參數存在些許誤差,若對送料要求高時,請在面板設定好后在手動模式下,按送料測試,沖床、行程、沖壓,調整送料的實際長度。
7、當沖床模具內導正銷可靠進入導銷孔時,可調整放松絲桿至碰到放松支架的軸承,直至卷料放松為止,并將絲桿螺母鎖緊(氣動放松的NC送料機,則應調整好放松的角度,放松角度根據模具需求而定)。
8、通過調整沖床的旋轉凸輪來調整NC送料機的開始送料信號(開始送料信號即以沖床曲軸的哪個角度開始送料),推薦角度為9點到3點(240-90)。
9、設置完成后,單動沖床,以一次行程送料來觀察出料長度,外觀,調整至要求標準。
10、上述工作確認完畢后,方可按下自動按鈕沖壓線連續生產。
文章發表:http://www.byriyu.cn/news_ncsj.html