



滾輪送料機試模時的調整方法
時間:2013-10-23 10:05 來源:http://www.byriyu.cn 作者: 晉志德機械
滾輪送料機配合沖床使用,當更換新的模具后需重新進行沖床試沖時,則需根據新的模具及新的沖壓工藝,對滾輪送料機的送料高度、搖臂位置、料厚、送料時間、送料步距、放松位置進行系統化的調整,以確保沖壓生產的高效進行。
滾輪送料機試模時的調整流程如下:
1、送料高度的調整:不同模具下模高度通常是不一致的,更換后若不一致則需進行此項調整,調整方法為松開送料機安裝板上的固定螺栓,然后對下端的調整螺栓進行上下移動調整,直至送料機高度與沖床模具的下模板高度一致即可,再將安裝板上的螺栓進行緊固,即完成了送料機高度的調整。
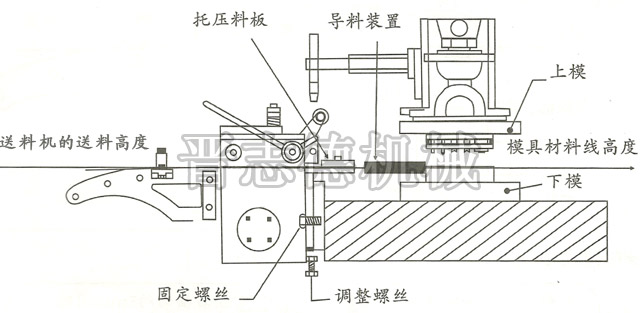
2、搖臂位置的調整:進行滾輪送料機高度調整后,搖臂與傳動軸的角度則發生了變化,此時則必須對搖臂進行調整,避免其在運轉是發生折斷,搖臂調整方法為將沖床滑塊運轉到上死點位置,調整拉桿長度使拉桿與搖臂成為90度即可。
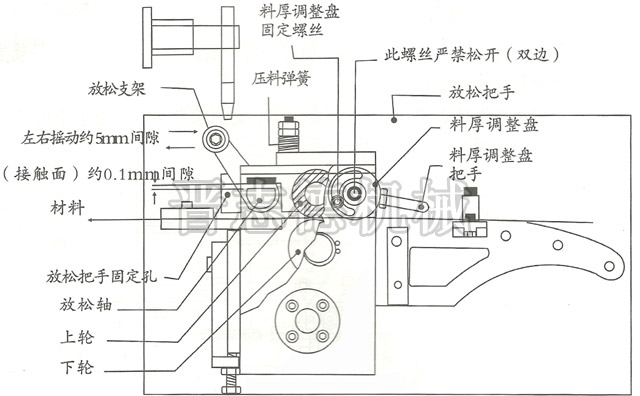
3、料厚調整:通過料厚調整盤調節上、下送料滾筒之間的送料間隙,調整好后壓緊壓料調簧,確保送料機將材料送出時,滾筒與材料之間無相對滑動。
4、送料時間調整:根據模具的需求,在滾輪送料機偏心盤上設定好送料時間。
5、送料步距調節:放松送料步距調整螺絲,旋轉調整螺桿,使調整好的送料步距與模具所需送料步距一致。
6、放松螺桿位置與時間調整:當沖床模具導正銷進入導正孔后,調整放松支架使其正好碰到培林外緣,使送料機上滾筒離開料0.5mm以內,材料能在兩滾筒之間滑動即可。
文章發表:http://www.byriyu.cn/news_smtz.html
上一篇:定制型雙滾筒NC伺服送料機
下一篇:厚板三合一送料機精明客戶的選