



S型高速精密整平機結構特點
沖床自動化生產線因其自動化程度高、安全性能好、沖壓成品品質高等優勢,使其逐步取代了傳統人工送料方式。沖床用料都需要是平整的板材,卷材需通過整平機整平后消除內應力才能使用,整平后板材經送料機送入沖床進行沖壓加工,常用的整平機種類有很多如精密整平機、精密薄板整平機、精密整平機、厚板整平機等,只是這些常用整平機速度均不快(通常為16m/min)且需很長的待料區,若配合高速沖床沖壓EI片、馬達定轉子、矽鋼片等使用則十分不便,且缺乏與沖床工作頻率相匹配的同步性能,穩定性差,易造成生產的不連續性,晉志德機械根據客戶這一需求,研制出了S型高速精密整平機,其速度可達60m/min,同時采用S型的導料系統,經整平裝置整平好的材料,通過導料系統送入后續送料機(通常為齒輪送料機)內,期間由光電開關來檢測整平材料出料不足或出料過度,大的節省了待料空間,配合變頻器調節整平的速度,實現與沖床的完全同步化生產。
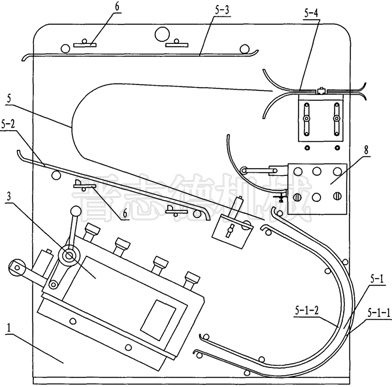
1.主體機身 2.馬達 3.整平裝置 4.同步帶 5.導料系統 5-1.下導板 5-1-1.下外導板 5-1-2.下內導板 5-2.中間導板 5-3.上導板 5-4.出料導板 6.光電開關 7.電器箱 8.操作箱
圖1 S型高速精密整平機結構圖
S型高速精密整平機其主體機身上安裝有馬達和整平裝置,馬達利用同步帶傳動帶動整平裝置運轉,主體機身上還安裝有導料系統,其導料系統由下導板、中間導板、上導板和出料導板依次從下至上呈S型排列構成,其中的下導板呈U型,由下外導板和下內導板構成,與主體機身底面成一定角度固定在主體機身上,而整平裝置也傾斜一定角度固定在主體機身上,其出料端與下導板的進料端對齊,在上導板上方和中間導板下方相隔一定距離分別設置有兩組光電開關,如左邊一組光電開關檢測到有材料時,說明出料過度了,應降低出料的速度,當右邊一組光電開關檢測至有材料時,說明出料不足,要加快整平的速度,在主體機身上固定有電器箱和操作箱,電器箱中設置有可調節速度的變頻器,當接受到光電開關的反饋信號時,通過變頻器可調節馬達轉速的快慢,進而調整整平裝置出料的快慢,實現整平機與沖床沖壓的完全同步生產。
S型高速精密整平機整平裝置由上蓋體和下座體組成,上蓋體一端和下座體一端通過絞接件轉動連接,上蓋體內設置有上整平輪,下座體內設置有下整平輪,上整平輪和下整平輪分別安裝在整平裝置的進料端和出料端,上整平輪通過齒輪傳動帶動下整平輪轉動,在上蓋體另一端設置有偏心軸,偏心軸上固定有偏心輪,偏心輪上固定有手柄,在下座體另一端設置有離合片,偏心軸和離合片通過連桿連接,當上下轉動手柄時,通過偏心輪和偏心軸的作用,連桿帶動離合片開合,可使上蓋體圍繞接件形成與下座體之間呈開合狀態,方便工作開始時將材料送進整平裝置,工作時合上上蓋體,可調整上整平輪和下整平輪之間的壓力,檢修時,可掀開上蓋體,方便上整平輪和下整平輪的清潔和保養,延長使用壽命。
另外,為保證S型高速精密整平機整平效果,在上整平輪和下整平輪之間設置有上支撐輪和下支撐輪,為了調整整平時上整平輪和下整平輪之間的壓力和上支撐輪和下支撐輪之間的間距,上蓋體上設置有用于調節上整平輪和下整平輪之間夾緊壓力調節桿,上蓋體上還設置有用于調節上支撐輪和下支撐輪之間間間距的刻度調節桿,為了避免整平時進料產生偏移現象,在整平裝置的進料端位置還設置有可對所進材料進行定位的擋料輪,可根據材料寬度的不同而調整擋料輪之間的間距。
S型高速精密整平機特別適合搭配雙頭材料架、齒輪送料機組成高速同步出料生產線,速度快、穩定性高、大的節省待料空間,實現與沖床完全同步出料的目的。
文章發表:http://www.byriyu.cn/news_sxgszpj.html